
The global industrial flooring market in 2025 is already valued at more than $5 billion.
Operational efficiency in manufacturing depends on the atmosphere and aesthetics, but one of its critical foundations is the very surface beneath our feet. When floor surfaces degrade, they introduce 'invisible' risks that, at times, can have severe consequences.
Studies suggest that faulty floors are one of the contributors to the 20% fatality rate associated with industrial slips and trips, as even minor defects can strip workers of their balance in high-stakes zones. Investing in high-performance industrial flooring is a proactive step that moves beyond basic maintenance, transforming the floor into a durable asset that protects both the team and the bottom line.
Interestingly, although flooring represents only a small fraction of a facility’s total construction cost, its industrial importance is rapidly expanding. In fact, the global industrial flooring market in 2025 is already valued at more than $5 billion, and the market trajectory is expected to strengthen further in the coming years.

Source: iStock.com/Ayman Zaid
How Industrial Floorings Differ from the Others?
Industrial flooring systems are engineered around operational performance rather than visual appeal. Although the broader performance flooring industry encompasses residential & commercial and industrial applications—often utilizing material systems such as epoxy, MMA, polyurethane (PU) resin and PU cement—the functional expectations across these environments differ substantially.
From heavy forklift movement and static equipment loading to thermal cycling, chemical exposure, impact abrasion and frequent sanitation procedures, industrial floors operate as active infrastructure within the production ecosystem, specifically requiring industrial floorings materials. In residential and commercial buildings, conventional flooring materials are often sufficient, making performance flooring less essential.
This is precisely why industrial applications demand for more than three-fourths of total performance floorings.
However, all industrial flooring materials serve different purposes.
Ask, “Which material is better?” Neither is universally 'better.' It depends entirely on the applications.
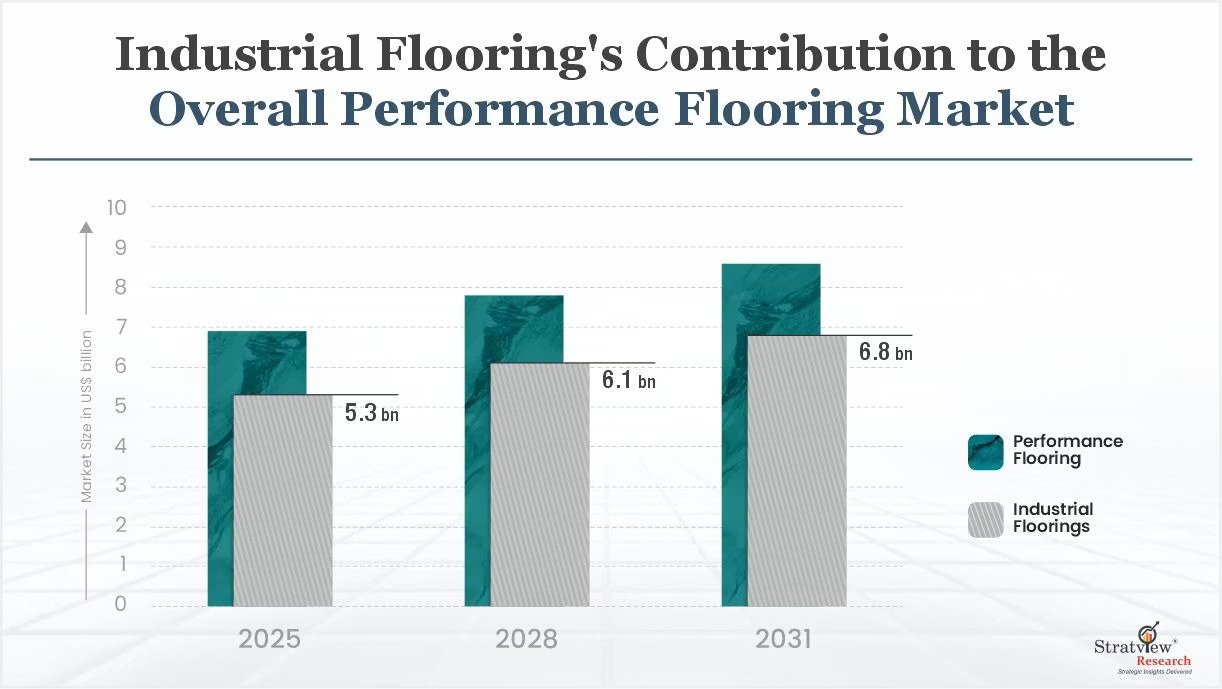
Figure 1: Industrial Flooring’s Contribution to the Overall Performance | Source: Stratview Research
Epoxy’s Structural Dominance – And Where It Falls Short
Historically, epoxy remained the preferred industrial flooring material due to its balanced combination of durability and cost-effectiveness. Even today, among a wide-range of materials used in industrial floorings, epoxy holds more than half the industrial flooring market.
For the massive manufacturing hubs, epoxy represents the ideal ‘durable material without premium cost’ required to carry heavy machinery and withstand intense warehouse traffic.
But there is a constraint that does not appear in epoxy's spec sheet until a facility is already committed to it: cure time.
Epoxy requires 12 to 24 hours between layers, meaning, a three-coat system can take up to three days to install and full chemical cure extends to seven days depending on ambient temperature. For facilities running continuous operations, that offline window is an operational liability, not a scheduling inconvenience.
This is where PU Cement, MMA and PU Resin enter, not as replacements, but as targeted solutions for environments where downtime cannot be absorbed.
PU Resin permits full cure in 3-7 days. PU Cement matches that traffic-readiness window while curing completely within 3-5 days. At the fastest end of the spectrum, MMA achieves full thermal, structural and chemical cure in 1–2 hours, making overnight installation feasible with operations fully restored by morning. Hence, despite their high prices, MMA materials are witnessing faster growth compared to that of others.
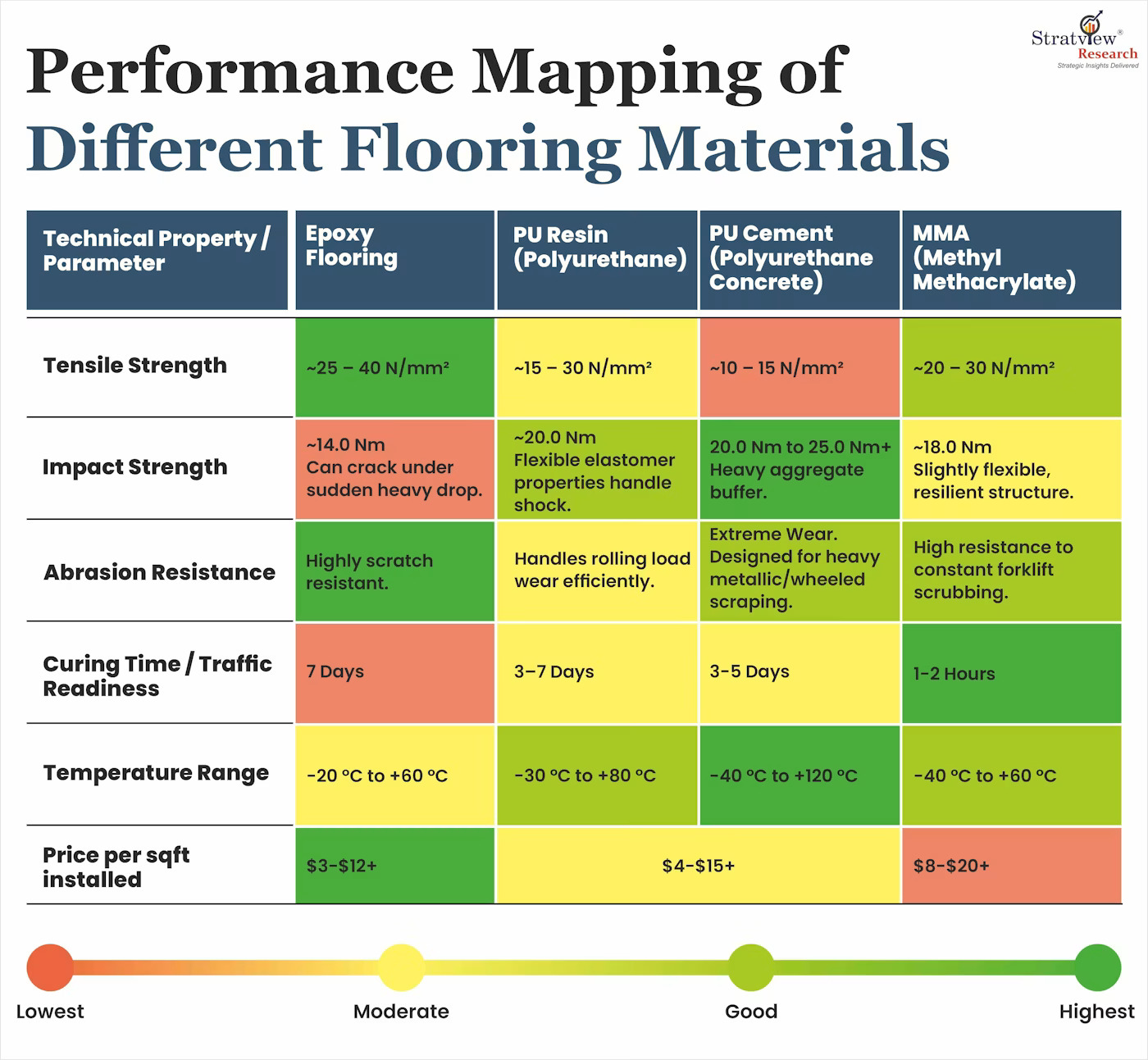
Table 1: Performance Mapping of Different Flooring Materials | Source: Stratview Research
The practical outcome is that industrial facilities rarely choose between these systems. They deploy epoxy across general-purpose areas and specify PU Resin, PU Cement or MMA precisely where operational continuity demands faster return-to-service.
A Look Inside the Orderbook of Industrial Floorings
Industrial flooring systems are critical across healthcare facilities, food & beverage processing units, automotive manufacturing plants and heavy industrial manufacturing sites. Our estimates suggest that the Industrial manufacturing sector dictates the lion’s share of the flooring market, clearly outpacing the others.
The penetration of heavy-duty industrial flooring in the F&B and healthcare sectors lags behind traditional heavy industrial manufacturing. Historically, the environment in the manufacturing sector—facing severe impact, constant forklift traffic and heavy machinery loads—made these floors practically mandatory.
Secondly, sectors that traditionally relied on bare concrete or industrial tiling, such as aviation MRO units and logistics hubs, are aggressively upgrading to advanced epoxy and resin-based systems. Similarly, global logistics giants like Amazon and DHL enforce strict internal facility specifications mandating jointless, high-gloss epoxy or polyurethane (PU) coatings in their fulfilment centers.
Ultimately, these targeted infrastructure upgrades reveal that the global industrial flooring orderbook is driven majorly by the brute-force demands of heavy industrial manufacturing, supported by the shift towards ‘functional + aesthetic’ from just ‘functional only’ floorings.
The Floor Beneath Every Growth Story
More than 35% of the global industrial floorings demand comes from Asia-Pacific (APAC). The dominance can be attributed to the aggressive manufacturing capacity expansion across all sectors in APAC countries.
China, the ‘world's factory’ alone contributes about 30% to global manufacturing output, while India is rapidly emerging as the world's ‘next manufacturing engine’ with massive infrastructure growth, rising GDP and shifting supply chains.
Additionally, APAC also contributed to over 60% of global vehicle production in 2025, according to the International Organization of Motor Vehicle Manufacturers (OICA). These extensive assembly lines heavily require specialized, heavy-duty epoxy and polyurethane floors to withstand extreme machinery loads and chemical exposure.
Consequently, this massive industrial footprint directly fuels the region's unparalleled demand for industrial flooring. Connected to this, is the demand for Epoxy. More than 77% of the industrial flooring materials used across APAC industries are epoxy-based—mostly due to manufacturing outlets only—where the floorings need to have high tensile strength and remain cost-friendly.
What’s Next for Industrial Flooring
Traditional epoxy, MMA, standard PU etc. aren’t sustainable and to meet the rising demand for sustainable floorings, manufacturers are transitioning away from traditional epoxies. Modern alternatives such as low VOC, antimicrobial and easy-to-clean formulations and bio-based epoxies, etc., deliver the heavy-duty performance of traditional floors while achieving critical green-building and health standards.
Zone-specific flooring design—matching the floor system to the precise stress, chemical, moisture and safety demands of each facility area—is also becoming standard practice, replacing the legacy approach of uniform coverage across an entire site.
The shift toward smarter, customized engineering is a major catalyst driving the massive financial expansion of the industry. However, industrial floorings’ demand is directly linked to the expansion and modernization of manufacturing and processing facilities across industries. And right now, nearly every major sector is experiencing unprecedented growth.
Consequently, the global industrial floorings’ sector that was a $5 billion market in 2025 is projected to cross $6.8 billion by 2031, and that trajectory has the full weight of growing facilities across all domains behind it.
Authored by Stratview Research. Also published on – manufacturing.net
Subscribe to our newsletter
Related Articles:
Stronghold of Adhesives in Flooring Application
Didn’t find what you were looking for?
Tell us about your requirements
(Our team usually responds within a few hours)